行業資訊
干貨來襲:數控車床上加工梯形螺紋,趕緊收藏
一、梯形螺紋加工的工藝分析
1.梯形螺紋的尺寸計算梯形螺紋的代號梯形螺紋的代號用字母“Tr”及公稱直徑×螺距表示,單位均為mm。左旋螺紋需在尺寸規格之后加注“LH”,右旋則不用標注。例如Tr36×6,Tr44×8LH等。
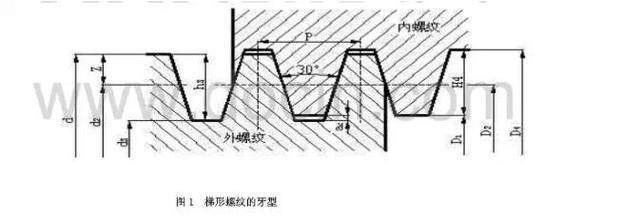
國標規定,公制梯形螺紋的牙型角為30°。
梯形螺紋的牙型如圖(1),各基本尺寸計算公式如表1-1。
2.梯形螺紋在數控車床上的加工方法
直進法螺紋車刀X向間歇進給至牙深處(如圖2a)。采用此種方法加工梯形螺紋時,螺紋車刀的三面都參加切削,導致加工排屑困難,切削力和切削熱增加,想要學習UG編程領取學習資料在群496610960可以幫助你刀尖磨損嚴重。當進刀量過大時,還可能產生“扎刀”和“爆刀”現象。這種方法數控車床可采用指令G92來實現,但是很顯然,這種方法是不可取的。
斜進法螺紋車刀沿牙型角方向斜向間歇進給至牙深處(如圖2b)。采用此種方法加工梯形螺紋時,螺紋車刀始終只有一個側刃參加切削,從而使排屑比較順利,刀尖的受力和受熱情況有所改善,在車削中不易引起“扎刀”現象。該方法在數控車床上可采用G76指令來實現。交錯切削法螺紋車刀沿牙型角方向交錯間隙進給至牙深(如圖2c)。該方法類同于斜進法,也可在數控車床上采用G76指令來實現。

切槽刀粗切槽法該方法先用切槽刀粗切出螺紋槽((如圖2d),再用梯形螺紋車刀加工螺紋兩側面。這種方法的編程與加工在數控車床上較難實現。
3.梯形螺紋測量
梯形螺紋的測量分綜合測量、三針測量、和單針測量三種。綜合測量用螺紋規測量,中徑的三針測量與單針測量如圖3所示,計算如下:
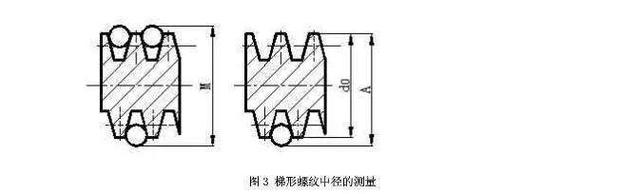
M=d2+4.864dD-1.866P
(dD表示測量用量針的直徑,P表示螺距。)
A=(M+d0)/2(此處d0表示工件實際測量外徑)
二、梯形螺紋編程實例
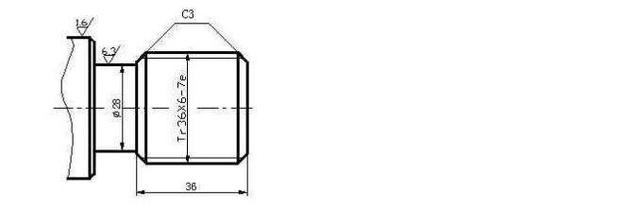
例:如圖4所示梯形螺紋,試用G76指令編寫加工程序。
1.計算梯形螺紋尺寸并查表確定其公差大徑d=360–0.375;
中徑d2=d-0.5P=36-3=33,查表確定其公差,故d2=33–0.118
–0.453
牙高h3=0.5P+ ac=3.5;
小徑d3=d-2
h3=29,查表確定其公差,故d3=290–0.537;
牙頂寬f=0.366P=2.196
牙底寬W=0.366P-0.536ac=2.196-0.268=1.928
用3.1mm的測量棒測量中徑,則其測量尺寸M=d2+4.864dD-1.866P=32.88,根據中徑公差確定其公差,則M=32.88–0.118 –0.4532.編寫數控程序
O0308;
G98 ;
T0202;
M03 S400;
G00 X37.0 Z3.0;
G76
P020530 Q50 R0.08;(設定精加工兩次,精加工余量為0.16mm,倒角量等于0.5倍螺距,牙型角為30°,最小切深為0.05mm。)
G76
X28.75 Z-40.0 P3500 Q600
F6.0;(設定螺紋高為3.5mm,第一刀切深為0.6mm。)
G00X150.0
M05;
過程中采用沿牙型角方向斜向進刀的方式,如圖2b所示。在FANUC-0i系統中,有時還可采用如圖2c所示交錯螺紋切削方式,G76編程如下所示:
G76
X28.75 Z-40.0 K3500 D600 F6.0 A30.0
P2;
K:螺紋牙型高度。
D:第一次進給的背吃刀量。
A:牙型角度。
P2:采用交錯螺紋切削
3.計算Z向刀具偏置值
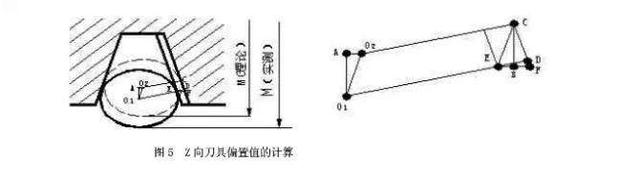
在梯形螺紋的實際加工中,由于刀尖寬度并不等于槽底寬,因此通過一次G76循環切削無法正確控制螺紋中徑等各項尺寸。為此可采用刀具Z向偏置后再次進行G76循環加工來解決以上問題,為了提高加工效率,最好只進行一次偏置加工,因此必須精確計算Z向的偏置量,Z向偏置量的計算方法如圖5所示,計算如下:
設M實測-
M理論=2AO1=δ,則AO1=δ/2
如圖5所示,四邊形O1O2CE為平行四邊形,則ΔAO1O2≌ΔBCE,AO2=EB。ΔCEF為等腰三角形,則EF=2EB=2AO2。
AO2=AO1×tan(∠AO1O2)=tan15°×δ/2
Z向偏置量EF=2AO2=δ×tan15°=0.268δ
實際加工時,在一次循環結束后,用三針測量實測M值,計算出刀具Z向偏置量,然后在刀長補償或磨耗存貯器中設置Z向刀偏量,再次用G76循環加工就能一次性精確控制中徑等螺紋參數值。
三、結論
通過以上的實例分析我們可以得出結論,要想在數控機床上方便地加工出梯形螺紋,關鍵是做好如下幾點:
1.合理選擇梯形螺紋的加工指令,通常選G76指令。
2.準確設定G76指令的參數值,這些值通常通過對梯形螺紋的分析計算獲得。
3.根據初步測量得出的中徑值,精確計算出Z向刀具偏置值,從而準確控制梯形螺紋的中徑值。
文章由:數控車床http://m.cjeh.cn/東莞市周氏數控設備有限公司整理提供,此文觀點不代表本站觀點
以上便是干貨來襲:數控車床上加工梯形螺紋,趕緊收藏的介紹希望可以幫助到大家,更多的數控知識,請關注我們。
本文標題:干貨來襲:數控車床上加工梯形螺紋,趕緊收藏 地址:[ http://m.cjeh.cn/xinwenzixun/xingyezixun/441.html ]
新聞資訊
- 數控車床加工雙頭螺栓10/15
- 數控車床哪個品牌好?性價比高03/24
- 適合數控機床加工的零件有哪些?02/05
- 車銑復合機床大概多少錢一臺?01/09
聯系我們
手機:13649862382
電話:13649862382
郵箱:226284020@qq.com
地址:東莞市大嶺山鎮顏屋村顏蓮路86號鑫峰科技園C棟一樓
微信咨詢:

 226284020
226284020