常見(jiàn)問(wèn)題
數(shù)控車削中的粗加工編程方法,效率大大提高。
車削零件毛坯多為棒料或鍛坯,加工余量較大且不均勻,因此粗加工中往往要經(jīng)過(guò)多次走刀。在數(shù)控車床上加工時(shí),每次走刀必須經(jīng)過(guò)編程,這就使編程的工作量大大增加,而且,手工編程時(shí)需計(jì)算每次的走刀軌跡坐標(biāo),這對(duì)于形狀復(fù)雜的零件更是麻煩。例如圖1所示的手柄零件,輪廓由幾段圓弧構(gòu)成,即便是先用直線、斜線程序分幾次走刀車掉粗加工余量,粗加工程序的軌跡計(jì)算也夠繁瑣,更不必說(shuō)用圓弧程序了。下面介紹的兩種編程方法就可較好地解決這類粗加工問(wèn)題。
調(diào)子程序法
利用子程序功能可大大簡(jiǎn)化粗加工程序,而且一個(gè)子程序可以被重復(fù)調(diào)用多次,其格式為: 子程序 主程序中調(diào)子程序:
o####
……
……
……
m99 m98 p#### l****
其中,p后面的####是子程序號(hào)
l后面的****是重復(fù)調(diào)用次
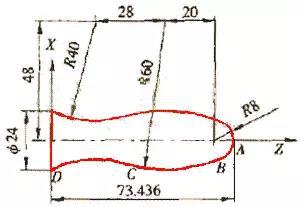
圖1
重復(fù)多次調(diào)用子程序時(shí),子程序中注意使用g91(相對(duì)坐標(biāo))指令編程,以使切削軌跡每次有相對(duì)變化。對(duì)圖1所示的零件用子程序法編加工程序如下:
0#### 主程序號(hào)
n01 g92 x16 z90 建立工件坐標(biāo)系
n02 goo z73.436 s300 m03
n03 m98 p0006 l11 調(diào)子程序11次
n04 m02
o0006 子程序號(hào)
no1 g91 go1 x-6.0 f200 g91編程
n02 g03 x7.385 z-4.923 r8
n03 g03 x2.215 z-39.877 r60
n04 g02 x2.4 z-28.636 r40
n05 g00 x2.0
n06 g00 z73.436
n07 g00 x-9.0
m99 子程序返回
由程序可見(jiàn),雖然有11次走刀,但程序并不復(fù)雜。
使用粗車循環(huán)指令
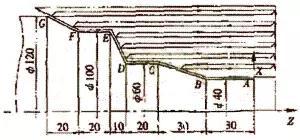
數(shù)控車削加工中的粗車循環(huán)指令可以將多次走刀的重復(fù)動(dòng)作用一個(gè)程序段來(lái)表示,因此,也可大大簡(jiǎn)化編程工作。以縱向粗車循環(huán)指令g71為例,可用于粗加工棒料毛坯的階梯軸(或孔),刀具的運(yùn)動(dòng)軌跡如圖2所示,即先分層切削,然后平行于軌跡切一刀,并留下給定的精車余量,其中實(shí)線表示切削進(jìn)給,虛線表示快進(jìn)或快退。指令格式為:
g71 u(?d) r(e)
g71 p(ns) q(nf) u(±?u) w(±?w) f_s_t
其中:
ns-nf——加工軌跡描述的程序段號(hào);
?u——x軸上的精車余量;
?w——z軸上的精車余量;
?d——每次的切削深度;
e——每 次 的退刀距離
以圖2所示的零件為例,設(shè)毛坯為ø120的棒料,
采用縱向粗車循環(huán)指令g71加工a-g段,程序如下:
n01 t0100
n02 g00 x120 z10 5200 m03 快進(jìn)至循環(huán)起點(diǎn)
n03 g71 u1.0 r0.5
n04 g71 p05 q11 u0.2 w0.1 f80 粗加工循環(huán)指令
n05 g00 x40 z10 快進(jìn)至軌跡起點(diǎn)
n06 g01 z-30
n07 x60 z-60
n08 z-80
n09 x100 z-90
n10 z-110
n11 x120 z-130 軌跡終點(diǎn)
n12 g00 x200 z140 m02
其中n05~n11為軌跡描述
除了g71之外,還有橫向粗車循環(huán)指令、仿形粗車循環(huán)指令等,其用法類似于g71,這里不再介紹。
編程是數(shù)控機(jī)床使用中的重要環(huán)節(jié),文中介紹的兩種粗加工編程方法可大大簡(jiǎn)化編程工作。但對(duì)具體的數(shù)控機(jī)床應(yīng)具體分析,以充分合理利用其編程功能來(lái)簡(jiǎn)化編程工作。
以上便是數(shù)控車削中的粗加工編程方法,效率大大提高。的介紹希望可以幫助到大家,更多的數(shù)控知識(shí),請(qǐng)關(guān)注我們。
本文標(biāo)題:數(shù)控車削中的粗加工編程方法,效率大大提高。 地址:[ http://m.cjeh.cn/xinwenzixun/changjianwenti/3555.html ]
編程知識(shí)
新聞資訊
聯(lián)系我們
手機(jī):13649862382
電話:13649862382
郵箱:226284020@qq.com
地址:東莞市大嶺山鎮(zhèn)顏屋村顏蓮路86號(hào)鑫峰科技園C棟一樓
微信咨詢:

 226284020
226284020