行業(yè)資訊
主軸溫度補償技術(shù)在精密加工中心上的應(yīng)用
隨著數(shù)控機床和精密加工的廣泛應(yīng)用,人們對數(shù)控機床的加工精度提出了更高的要求,由機床溫度變化而引起熱變形造成的熱誤差及由機床切削力引起力變形造成切削力誤差是影響加工精度的關(guān)鍵因素,對于這些因素引起的誤差,僅通過機床結(jié)構(gòu)優(yōu)化設(shè)計提高機床精度,比較困難;在當(dāng)前及其以后的很長的時間內(nèi),通過增加少量檢測零件,在機床數(shù)控系統(tǒng)內(nèi)編制相應(yīng)的補償功能模塊,將成為機床精度提高的重要發(fā)展方向。數(shù)控機床誤差動態(tài)綜合補償己列入國家科技重大專項“高檔數(shù)控機床與基礎(chǔ)制造裝備”表明國家對數(shù)控機床誤差動態(tài)綜合補償技術(shù)的高度重視。機床誤差補償技術(shù),在增加少量成本的情況下,能有效地提高數(shù)控機床的加工精度,且該力一法也較易實現(xiàn)。本文作者就精密加工中心主軸溫度補償技術(shù)的應(yīng)用方面進行了探討,利用FANUC系統(tǒng)的PMC進行編程,將溫度補償軟件集成于系統(tǒng)內(nèi)部,通過FANUCPICTURE編制相應(yīng)的宜人操作界面,將溫度補償技術(shù)較好地應(yīng)用于實際。最終通過實際驗證,說明本文方法的有效性。
1、主軸溫度補償實現(xiàn)的基本原理
開發(fā)的基于數(shù)控系統(tǒng)的軟件補償功能模塊,其控制方式為半閉環(huán)前饋控制,其補償原理是:利用系統(tǒng)的PLC程序計算出的補償值控制Z軸的運動(在此僅以Z軸為例,可擴展于其他軸),從而保證刀具和主軸的相對位置準(zhǔn)確。
1. 1 補償系統(tǒng)控制方式
補償功能模塊采用半閉環(huán)前饋補償?shù)目刂品绞剑湓砣鐖D1所示。在加工過程中,利用熱電倡檢測到的機床主軸和環(huán)境溫度變量,通過A/D轉(zhuǎn)換模塊將溫度值,再由數(shù)學(xué)模型計算出預(yù)測誤差,對外部機械原點進行偏移,從而修正加工誤差。采用半閉環(huán)前饋補償力方式時,選擇正確、合理的變量以及建立高精度的模型,是實現(xiàn)實時高精度誤差補償?shù)年P(guān)鍵。
圖1 半閉環(huán)前饋控制原理
1. 2 補償系統(tǒng)控制原理
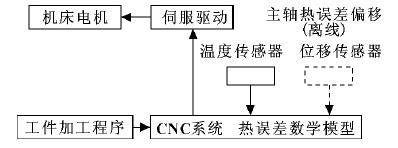
圖2 系統(tǒng)內(nèi)部模塊溫度補償控制原理圖
1. 3 補償系統(tǒng)軟件設(shè)計
主軸溫度補償系統(tǒng)的流程框圖如圖3
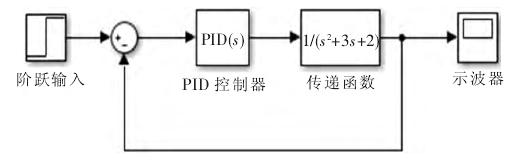
圖3 熱誤差補償控制系統(tǒng)軟件流程框圖
在補償過程中,PLC運算得到補償值輸入CNC控制器后,對預(yù)先輸入控制器中的數(shù)控加工程序中外部機械原點按補償值進行偏移,從而使誤差獲得補償。當(dāng)機床開機即開啟溫度誤差補償線程,溫度實時補償每隔2 min便讀取一次溫度(可以通過讀數(shù)周期參數(shù)來實現(xiàn)補償周期的調(diào)整),根據(jù)讀取的溫度值,通過PLC運算算出熱誤差值,使外部機械原點發(fā)生偏移,從而實現(xiàn)熱誤差的在線實時補償。其中PLC中主軸溫度補償用于機械原點偏移的梯圖程序如圖4所示。
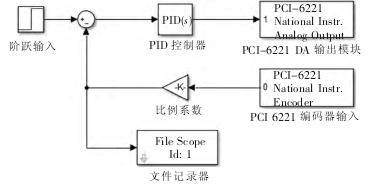
圖4 外部機械原點偏移梯形圖
2、主軸溫度償系統(tǒng)界面設(shè)計
FANUC PICTURE界面設(shè)計軟件仿真程序運行界面設(shè)計如圖5所示。程序運行界面如圖6所示。
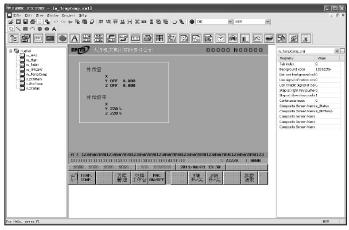
圖5 運用FANUC PICTURE設(shè)計界面
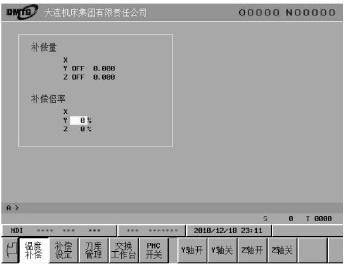
圖6 運行界面圖
3、現(xiàn)場FANUC系統(tǒng)截圖
圖7為FANUC系統(tǒng)的部分PLC截圖。
圖8中361累積補償脈沖(NC)的數(shù)值為Z軸的應(yīng)補償數(shù)值,補償數(shù)據(jù)可在機床NC顯示屏上顯示。現(xiàn)場驗證溫度補償功能裝置如圖9所示。
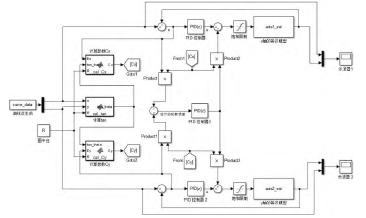
圖7 FANUC系統(tǒng)的部分PLC截圖
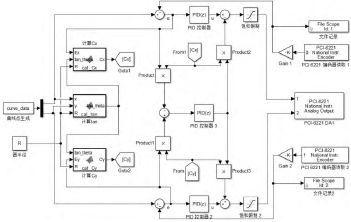
圖8 外部機械原點偏移顯示位置
圖9 現(xiàn)場驗證溫度補償功能裝置
實踐證明該方法具有較好的效果。
4、結(jié)論
設(shè)計了集成于FANUC數(shù)控系統(tǒng)的熱誤差補償軟件系統(tǒng)。進行了熱誤差補償系統(tǒng)的原理和程序設(shè)計,并將熱誤差補償軟件系統(tǒng)在立臥式加工中心上得到了應(yīng)用,并掌握該技術(shù)的核心,可推廣應(yīng)用該技術(shù),為進一步完善及廣泛實際應(yīng)用該技術(shù)奠定了良好的基礎(chǔ)。

以上便是主軸溫度補償技術(shù)在精密加工中心上的應(yīng)用的介紹希望可以幫助到大家,更多的數(shù)控知識,請關(guān)注我們。
本文標(biāo)題:主軸溫度補償技術(shù)在精密加工中心上的應(yīng)用 地址:[ http://m.cjeh.cn/xinwenzixun/xingyezixun/1150.html ]
新聞資訊
- 數(shù)控車床加工雙頭螺栓10/15
- 數(shù)控車床哪個品牌好?性價比高03/24
- 適合數(shù)控機床加工的零件有哪些?02/05
- 車銑復(fù)合機床大概多少錢一臺?01/09
聯(lián)系我們
手機:13649862382
電話:13649862382
郵箱:226284020@qq.com
地址:東莞市大嶺山鎮(zhèn)顏屋村顏蓮路86號鑫峰科技園C棟一樓
微信咨詢:

 226284020
226284020