常見問題
數(shù)控車床加工零件,教你操作刀尖圓弧半徑補(bǔ)償
數(shù)控車床加工的時候除了會編程,對刀操作,然而在普通車床上控制外圓的尺寸精度主要是通過操作者的經(jīng)驗(yàn),而在數(shù)控車床上外圓的尺寸精度主要通過程序或系統(tǒng)里的磨耗來控制,所以這就顯示出數(shù)控車床在控制尺寸精度上的優(yōu)勢。
什么是刀尖圓弧半徑補(bǔ)償
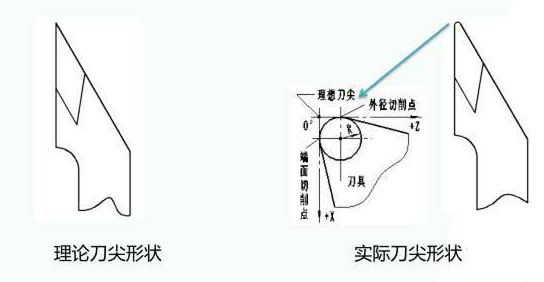
編程時,通常都將車刀刀尖作為一個點(diǎn)來考慮,但實(shí)際上刀尖處存在圓角,當(dāng)按理論刀尖點(diǎn)編出的程序進(jìn)行端面、外徑、內(nèi)徑等與軸線平行或垂直的表面加工時,是不會道理誤差的,但在實(shí)際加工中進(jìn)行倒角、錐面及圓弧切削時,則會產(chǎn)生少切或過切現(xiàn)象,消除這種誤差的方法稱為刀尖圓弧半徑補(bǔ)償。
刀尖圓角對加工的影響
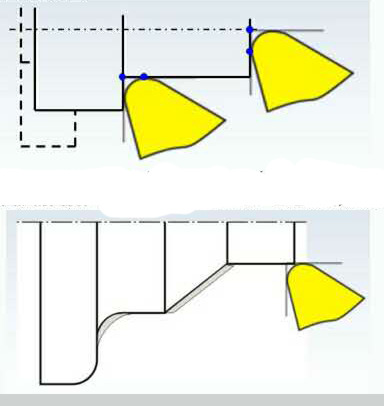
加工臺階或端面:對加工表面的尺寸和形狀影響不大,但在端面的中心位置和臺階的清角位置會產(chǎn)生殘留誤差。
加工圓錐面:對錐面不會產(chǎn)生影響,但會產(chǎn)生明顯的位置誤差。
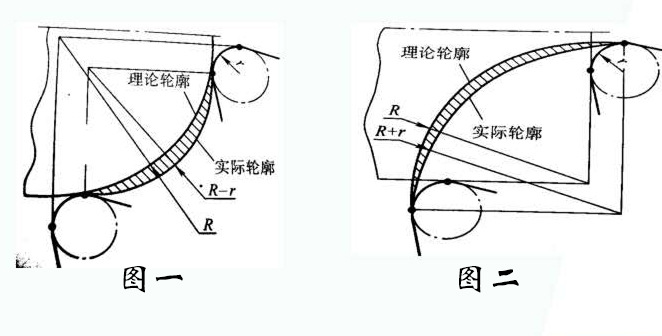
加工圓弧:會對圓弧的圓度和弧度半徑產(chǎn)生影響,會產(chǎn)生過切或欠切的現(xiàn)象。
下圖為切削外凸圓弧的欠切削現(xiàn)象
下圖為切削凹圓弧時則會產(chǎn)生欠切削現(xiàn)象
刀尖圓弧半徑補(bǔ)償指令
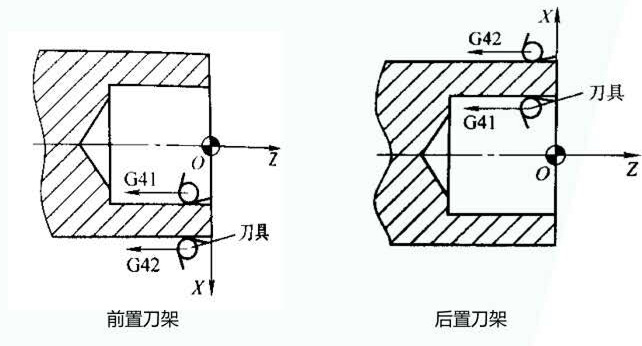
G41 G01/G00X-Z- 刀尖圓弧半徑左補(bǔ)償
G42 G01/G00X-2- 刀尖圓弧半徑右補(bǔ)償
G40 G01/G00X-Z- 取消刀尖圓弧半徑補(bǔ)償
判別方法一沿著刀具運(yùn)動方向看,刀具在工件的左側(cè)稱為左補(bǔ)償。
判別方法—沿著刀具的動動方向看,刀具在工件的右側(cè)稱為右補(bǔ)償。
刀尖圓弧半徑補(bǔ)償注意事項(xiàng)
1.G40.G41.G42只能用G00、G01結(jié)合編程,不能用G02、G03等其它指令結(jié)合編輯。
2.G42、G41、G40都是模態(tài)代碼,可相互注銷,G42、G41只能靠G40注銷。
3.G71-G76指令不執(zhí)行刀尖圓弧半徑補(bǔ)償。
4.當(dāng)輸入刀補(bǔ)數(shù)據(jù)時給的是負(fù)值,則G41、G42互相轉(zhuǎn)化。
5.G41、G42指令不要重復(fù)規(guī)定,否則會產(chǎn)生一種特殊的補(bǔ)償。
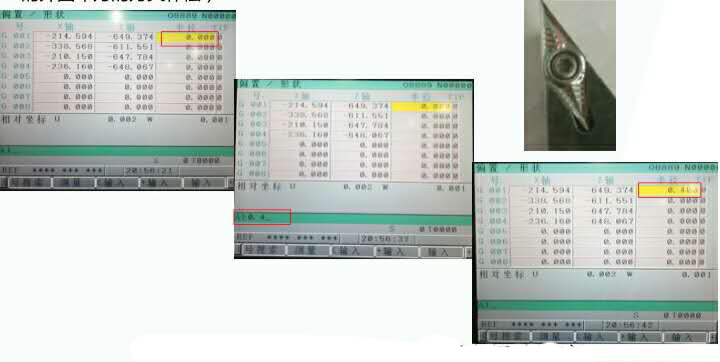
刀尖圓弧半徑補(bǔ)償輸入
選擇OFS/SET按鍵,進(jìn)入刀偏形狀界面,在對應(yīng)的刀具號“半徑(R)”欄中輸入相應(yīng)的刀尖圓弧半徑值。(例:輸入一把圓弧半徑為0.4的外圓車刀的刀尖補(bǔ)償)
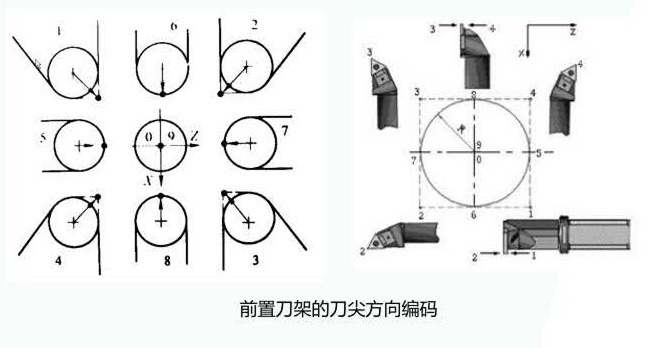
選擇刀尖方位
在設(shè)置半徑補(bǔ)償值時,還要設(shè)置刀尖位置碼,指定偏碼值的方法參考圖,車刀形狀和位置共有九種,分別用參數(shù)T1-T9輸入到刀具數(shù)據(jù)庫中。
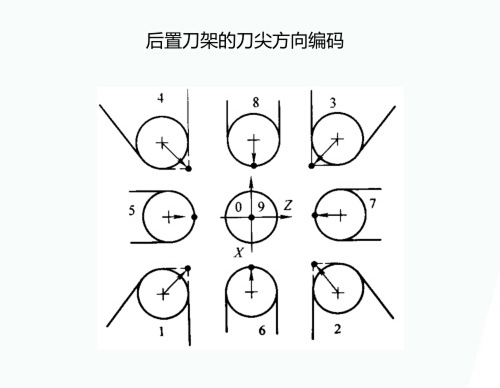
后置刀架的刀尖方向編碼
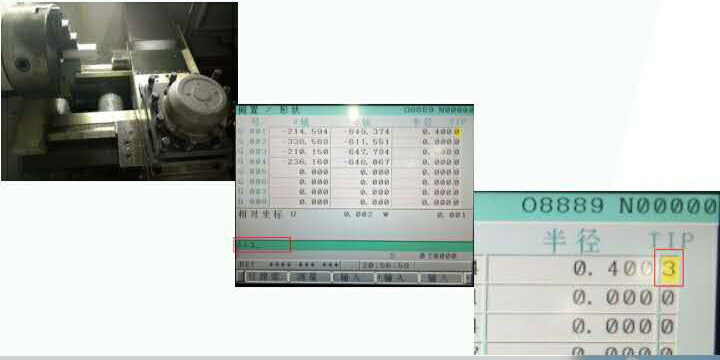
刀尖方位輸入
選擇OFS/SET按鍵,進(jìn)入刀偏形狀界面,在對應(yīng)的刀具號刀尖方位(TIP)欄中輸入相應(yīng)的刀尖方位編碼即可。
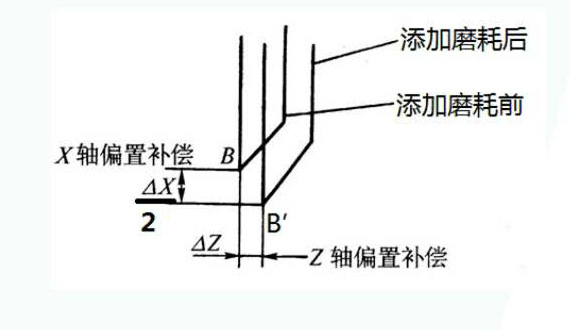
添加磨耗
刀具使用過程會產(chǎn)生磨損,致使工件尺寸發(fā)生變化,因此刀具磨損需要補(bǔ)償,刀具磨損補(bǔ)償相當(dāng)于位置補(bǔ)償,其實(shí)質(zhì)是位置發(fā)生了變化。
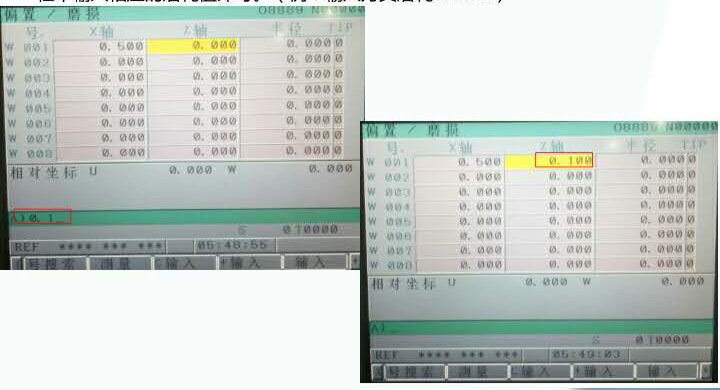
選擇OFS/SET按鍵,進(jìn)入刀偏磨損界面,在對應(yīng)的刀具號X軸欄中輸入相應(yīng)的磨耗值即可,X軸方向磨耗輸入為直徑值。
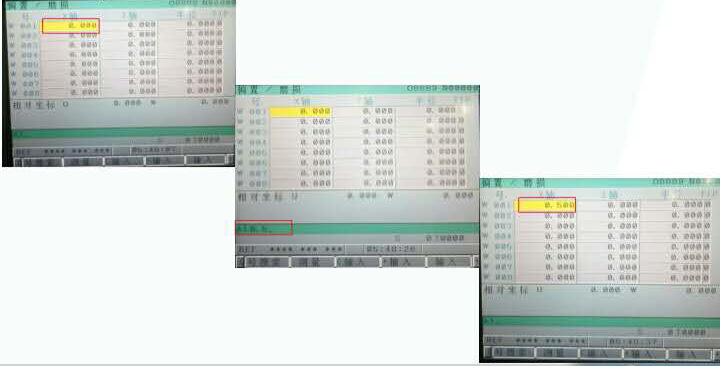
選擇OFS/SET按鍵,進(jìn)入刀偏磨損界面,在對應(yīng)的刀具號Z軸欄中輸入相應(yīng)的磨耗值即可。
以上便是數(shù)控車床加工零件,教你操作刀尖圓弧半徑補(bǔ)償?shù)慕榻B希望可以幫助到大家,更多的數(shù)控知識,請關(guān)注我們。
本文標(biāo)題:數(shù)控車床加工零件,教你操作刀尖圓弧半徑補(bǔ)償 地址:[ http://m.cjeh.cn/xinwenzixun/changjianwenti/3638.html ]
新聞資訊
- 數(shù)控車床加工雙頭螺栓10/15
- 數(shù)控車床哪個品牌好?性價比高03/24
- 適合數(shù)控機(jī)床加工的零件有哪些?02/05
- 車銑復(fù)合機(jī)床大概多少錢一臺?01/09
聯(lián)系我們
手機(jī):13649862382
電話:13649862382
郵箱:226284020@qq.com
地址:東莞市大嶺山鎮(zhèn)顏屋村顏蓮路86號鑫峰科技園C棟一樓
微信咨詢:

 226284020
226284020